歡迎訪問泰州通用舞臺設備有限公司舞臺阻燃幕布官方網站!
 |
舞臺阻燃大幕 在觀眾廳與舞臺之間起分割作用,是舞臺的門戶,也是主要的舞臺阻燃幕布... |
 |
紗幕 以薄質地帶有網狀孔眼的棉布或化纖材料制成的半透明幕布。除本身所具有... |
 |
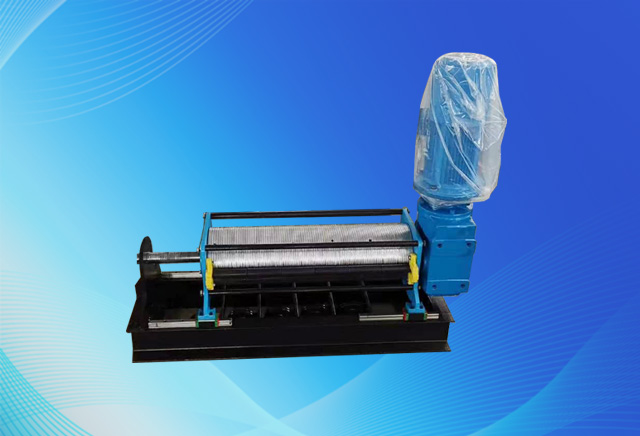
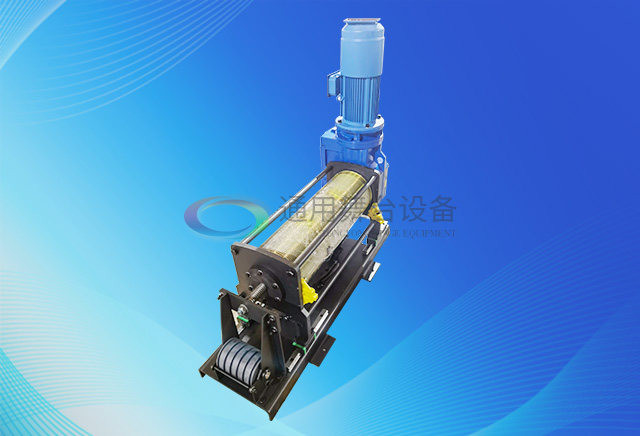
舞臺拉幕機 設置于舞臺內的大幕,二幕機,具有對開開啟的功能。可以電動開啟,也可... |
 |
燈光吊桿 舞臺電動燈光吊桿是可以自由升降的電動燈光吊桿,多用于吊掛燈具。 |
 |
幕布吊桿 舞臺吊桿是用來吊掛各種背景布或幕布的橫桿,貫穿整個舞臺。 |
 |
雙軸式吊桿機 設置于主舞臺上部的吊桿機,用于快速提升布景、各種幕布和二道幕,也可... |
 |
舞臺機械控制臺 觸摸屏帶手柄及按鈕,有完善的安全保護及應急措施,專業舞臺機械控制系... |
 |
電動燈光吊桿機 燈光吊桿置于主舞臺上部,用于吊掛燈具,為舞臺表演提供頂光、逆光。桿... |
 |
自排繩式吊桿機 設置于主舞臺上部的吊桿機,用于快速提升布景、各種幕布和二道幕,也可... |
2025-10-20
2025-09-28
2025-09-26
2025-09-08
2025-08-30

2025-07-31
2025-06-19
2025-01-07
2024-06-06
2024-04-25
2025-07-02
2025-04-11
2024-04-07
2023-09-15
2023-06-20

 |
 |
 |
 |
| 舞臺機械、幕布、燈光、 音響等4大類產品 |
10余年潛心專注于 舞臺事業 |
20多名舞臺工程 資深技術專家 |
超百個各行業客戶 舞臺項目案例 |
 蘇公網安備32120502010053號
蘇公網安備32120502010053號